Earlier this year I shared with you my plans for my new N Scale Alco C-855. You can read parts one and two here and here. I have recently started to do more work on the project and have test printed the 3D printed parts which will extend the chassis for the new locomotive. In this post I will share with you how they came out.
As discussed in my previous posts the chosen chassis, as modeled below, for the C-855 is going to be Con-Cor’s 4500 Gas Turbine/GE U50 chassis.
This chassis needs to be extended, as shown below, because although the C-855 uses the same trucks they are spaced further apart.
The chassis needs to be extended by 10mm and ideally in the middle over the motor. To do this I have designed a complete replacement section that will extend the chassis and clamp the motor keeping it in the correct place. Below is a rendering of the new parts.
These have been designed to be printed in stainless steel. Although this metal is more expensive to get printed than plastics I didn’t want to reduce the weight of the chassis as this would have a negative effect on the locomotive’s tractive effort. As the C-855 chassis will be longer it should now be heavier which will hopefully add to the tractive effort. The C-855 did have 1000 more horsepower than the 4500 Gas Turbine and 500 more than the U50 after all.
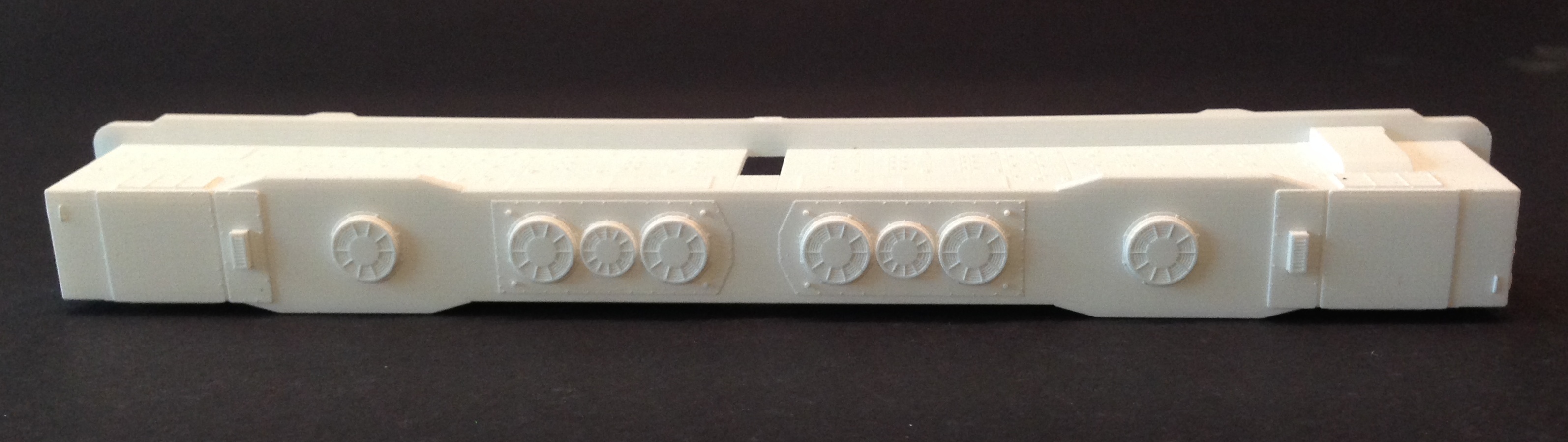
The new extenders were printed by Shapeways and arrived ready to use as you can see below.
In close up shots like this you can see the layering effect caused by the 3D print process; this is more pronounced than on some other materials as the layer thickness is greater with stainless steel. Shapeways also offer this material polished which removes these lines but as the parts will not be visible once the locomotive is complete this did not seem necessary.
A small change to the parts from the rendered view above is the introduction of wire routes. This allows the bottom motor wire to run up between the shell and the chassis. For DC this is not necessary but for DCC the motor feed needs to be isolated from the chassis and a wire used to connect the motor to the DCC decoder.
Just to show that these really are metal, below is a photo of a basic volt meter set to measure continuity. One of the parts has been laid across the pins. As you can see the meter is reading 100%.
The parts will also be available in the cheaper plastics.
I did not allow any fitting gap between the motor and the new chassis parts. Because they have been printed to such a high level of accuracy the hole for the motor is the exact same size as the motor and consequently it won’t fit. This is easily remedied by grinding some of the inside of the chassis away. Alternatively I could have shaved down the motor casing. I ground the inside of the parts with a flat stone in an electric modeling drill. Simply grinding the surface flat and removing the layering effect was enough for the motor to fit.
The motor now fits and I have also updated the 3D model to make the fit a bit easier.
As well as extending the chassis both drive shafts needed to be extended by 5mm as the ends will no longer reach the gears on the motor. To do this I designed a 3D printed gear extender that will fit into the existing drive shaft gear as you can see in the rendering below.
The new part has been designed to be printed in Shapeways Frosted Detail plastics. This is the best material to ensure the accuracy of the gear teeth. My set was printed in Frosted Extreme Detail and below you can see how they came out.
Test fitting them into the original gears was a perfect push fit. Below you can see one fitted into a drive shaft. When it is time to fully assembly the locomotive I will put a small dab of super glue between the parts just to ensure they stay together although friction will do the job.
The next task is to finish the 3D model for the main body shell and set-out all the brass Additions. My other locomotive kits have brass Additions for handrails and parts as well as 3D printed handrails but for this locomotive the only handrails will be brass. I decided to do this because there will be lots of finally detailed handrail parts and if they are printed in plastic they are still a bit oversized and are very fragile. With brass etching I can get decently sized handrails as well as lots of other details such as grab irons and roof top walkways. Once I get the drawings done I will be sharing them with you.
Last weeks post was all about my designs for combining 3D printed parts and timber to scratch build a trestle bridge; you can find the post here. The 3D printed parts have now arrived and in this weeks post I will share with you how they came out, and what the are like to work with.
The module I am building is for N Scale and has three trestles bridges although the last two are joined at one end. Below you can see a 3D computer rendering of the proposed module without scenery.
The parts of the trestle that are 3D printed are the main decks or stringers. Below is a 3D rendering of the underside from my computer model. The cross ties you can see are guides to correctly position the top of the trestle bents (legs).
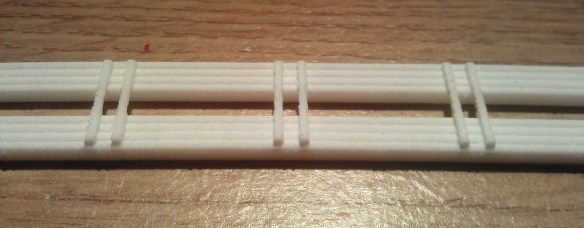
The parts have been printed by Shapeways in their White Strong & Flexible material and below are some photos of how they look when they arrived.
The three photos above show the short trestle stringers from the left hand side of the module. The images below are the three parts that make up the large trestles to the right of the module. The longest span from the front of the module has been split in two to make it easier to print and ship.
As you can see in the image above, none of the sections are straight, so having them 3D printed allowed me to ensure the trestle followed the correct path and landed at the right spot on the other side of the module. As expected, the accuracy of the 3D printed parts was perfect, and when I laid the parts over a scale drawing I had printed out, they were a spot on match.
To join the two ends of the long trestle section together, I designed a finger joint into the middle. Each stringer is made from four timbers. So as you can see in the image below, with the top section, I lengthened the middle pair and shortening the outside pair. This was reversed on the connecting section.
Because I wanted a good tight and strong fit I did not allow any tolerance between the parts intending them to be held in place by friction as well as glue.
In the test fit below you can see they fitted very well. To permanently fix these parts together I used tacky wood glue (white glue) in the joint, push fitted them together on a flat surface and left them overnight.
Although this material has a nice roughness to it which helps it look like timber the shocking bright white color does not. This is very easily resolved and in the same way I colour my timber for the rest of the trestle.
A have done this several times before as I have scratch built timber trestles before, although entirely out of wood, such as the one below. This is part of the James Canyon Trestle on the Golden State Model Railroad Museums’ massive N Scale layout. You can see more shots of it in the gallery here. This trestle is made from bass wood and was stained rather than painted. I used Woodland Scenics‘ Burnt Umber C1222 to stain the timber and black weathering powder at the intersections.
A good supplier of Bass wood is Black Bear Construction who specialize in scale lumber and jigs for making trestles in all scales.
Because the bass wood is stained rather than painted the hue of the colour can easily be varied depending on the amount of stain you use. I also recommend staining all your timber before building the trestle, this is much easier than trying to get a brush into all those tight spaces.
For my new trestles I am using balsa wood. This is not as strong as bass wood but I have a good supply and I was able to cut all the required scale sizes at Model Railway Solutions here in the UK. It was partially because balsa is not as strong as the bass wood that I decided to 3D print the main deck or stringers; at this scale the WS&F material is much stronger than wood. Surprisingly dispite its softness, balsa wood is a hard wood. Hard woods and softwoods are designated from the family of tree not from a hardness test.
Again I used a stain, or in this instance, I used American Walnut wood dye from Colron.
As with the balsa wood, the WS&F material is very absorbent to paints and stains and sucks up the color. A small amount on a brush when touched to the WS&F will cover a big area and just about seeps through to the other side. As with the bass wood trestle, you can get different hue effects by altering the amount of stain or dye applied. Below are some shots of the stained decks or stringers.
In hindsight, I should have stained the two long trestle sections before I glued them together. The tacky wood glue I used forms a barrier that the stain will not penetrate or cover, so at the joint there are some white spots as you can see below.
However this can easily be covered with brown paint and weathering, so when finished it will not be visible, but this is a good reason for staining all the parts first which I did with all the rest. Construction could then begin. Below are some shots of parts of the smaller trestle in place. It is not finished yet as there are still lost of braces and details to add, but it gives you a good idea of how the 3D printed parts and the balsa work together.
I now have a lot of bents to make and landscape to form to complete the trestle which will keep me busy, but I will share my progress with you in the coming weeks. This module will be finished for this year’s NMRA (BR) annual convention in Derby later this year and will be part of the Gosport American Model Railroad Group’s layout Solent Summit. Maybe I will see you there.
With 3D printing becoming more and more useful in the model railroad world I have started to look at the scratch built projects I am working on and wonder how I can use 3D printing to do the same job. This has been great for projects which need complex parts or very bespoke and detailed items. But sometimes simply making them with a 3D printer can take some of the enjoyment out of model making. A good example of this is bridges, or to be more precise, timber trestles. I have always enjoyed scratch building trestles using real wood and in this post I am going to share with you how I have combined 3D printing and real timber to scratch build a new trestle.
The project I am currently working on is a module for the Gosport American Model Railroad Groups N Scale layout. The module, called Warsash Wye, is five feet long and one foot deep and has a ‘U’ shaped river running through it. Below is a computer model of my moduleand you can see the river bed at the bottom.
As the railroad passes through the module it crosses the river twice and also has a diverging line that splits off and runs out of the back of the module. Below is a plan view showing the track centers. The diverging line also crosses the river before entering a rock tunnel.
I wanted to create a scene similar to the famous Keddie Wye trestle, which is near the California and Oregon border,but using timber instead of steel. As with the Keddie Wye the diverging tracks leave the turnout directly onto the trestle high above the river.
There are all sorts of ways to make a timber trestle but the fundamentals are always the same. There is a main deck or floor that the track is fixed to; it is made from timber sat on a pair of timber stringers which run the length of the trestle. The stringers are then supported on sets of timber legs called bents. The bents are spaced at typically 14′ intervals and braced together with horizontal timbers called girts and diagonal timber bracing.
In the computer model below I have placed typical bents in the correct place leaving gaps where the river runs through. These gaps will have bridge sections built into the trestle. Where the two trestles run together the bents will be twice as wide supporting both parts.
Very little of the trestle is straight, by design, and to accurately space out the bents the set out would normally be fairly complicated. But with the computer it is a fairly simple operation. Each line extending off the drawing below represents a change in the radius of the trestle deck. At the end of each line is the center of the curve. By using this geometry I can set out all the bents so they are all perpendicular to the stringers in the computer model.
I have made curved trestles before and one of the issues I had was ensuring the bents were all evenly spaced and perpendicular around the curve. Even though I have set this trestle, out on the computer when it comes to making it there is still a chance of getting the spacing wrong, so to make this trestle easy to build I am going to 3D print the stringers and scratch build all the bents out of timber. The girts and bracing will also be made from timber
Doing this has several advantages. Firstly, by 3D printing guides onto the stringers I can ensure all the bents will be set out correctly. Secondly, curved stringers can be complicated to make and 3D printing them will greatly decrease the construction time and increase accuracy. Thirdly, as this module will be regularly transported around, having the stringers made from one piece will help protect the trestle by strengthening it, as well as ensuring it holds up to the biggest rolling stock and locomotives we have.
Normally the stringers are made from three or four timbers with packers between them. Considering that this trestle is for N Scale and also to give them strength I have made the stringers solid along their length instead of making the packers intermittent. Below is a cross-section through the stringers. I have also modeled the bolts that run through the stringers at the pack locations.
The two stringers are tied together by the guides as shown in the images below, the stringers are shown upside-down. These have been positioned so the top bent timber, known as the top cap, fits between them. In the image below there is a triple set of guides. This is because at this location there will be a double bent as this will be where the trestle crosses the river.
I have also notched the end of the stringers so they will lap over the end of my bench work. My track is laid on top of a cork road bed and when the trestle is fitted in place the top of the trestle will be at the same level as the top of the cork allowing a smooth transition. Below you can see a close up of where the trestle will meet the bench work and a double bent.
With all the geometry worked out and all the bolt details and notches modeled the parts which will form the trestle deck can be separated out and sent off to be 3D printed. Because the largest part of the trestle will be very long I have split it in two. Where the two ends are to be joined together I have designed them so they will finger together for strength. You can see one of these connections at the bottom right of the image.
These parts have now been 3D printed in Shapeways’ White Strong & Flexible material. I chose this material because it will be, as the name suggests, strong. It is also fairly cheap as it’s Shapeways’ basic material. The level of detail is not as high as their other materials but for my purpose that is not a problem as the top will be covered with track and I want it to have a weathered wooden look rather than a crisp finish.
These parts have now been delivered and in next week’s post I will show you how they came out and what I did to make them look like timber, blending them into the rest of the trestle.
Earlier this year in March I shared with you more of my designs for 3D printed replacement horns; you can read the post here. I have now designed and test printed a few more and in this post I will share them with you.
My latest horn is a simple single chime horn intended to replace some missing ones on my set of Alco FA units. The design, as pictured below, is fairly simple, consisting of a horn with a locating peg protruding from the underside.
These parts, as you might expect for N Scale, are very small and although they are printable the chance of them getting lost in the cleaning and shipping process at Shapeways is very high, so they have been added onto a sprue, making a set of 6.
They can be cut off the sprue just above the horizontal bar. There is a collar under the horn so that when the peg is fitted into a hole in the cab roof they won’t drop too far onto the locomotive. As with all my horns they were designed to be printed in Shapeways Frosted Ultra Detail material. However, now that Shapeways have introduced their Frosted Extreme Detail material I opted to get them printed in this. The cost difference is small between FUD and FXD for such a small part but there is a longer wait time of 12 days for FXD; this is because it takes longer to print. I believe the extra time is worth it as they have come out very well. These only turned up in the mail today so they are still coated in the waxy residue, although I have noticed recently that Shapeways’ models seem to be less coated than they used to be which is a good thing.
These models are now in the Goo Gone for an overnight soak which will break down the waxy residue and turn the parts opaque. Once removed and dried then they can be painted and fixed to my locomotives. Just to give you an Idea of scale, below is a shot of the sprue of 6 on top of an N Scale Micro-Trains FT locomotive that’s also awaiting a new set of horns.
I know they look a bit odd still attached to the sprue but leaving them attached for now makes them much easier to fish out of the Goo Gone.
Now that I have four different types of replacement horns to offer it has become apparent to me that I need to change the way I have named them, particularly as I have some more designs coming soon as well.
So the new name will consist of 2 numbers separated by a dash. The first number will be the quantity of chimes on the horns and the second will be my model reference.
Here are all the horns I offer so far with their new identifying numbers:
Replacement Horns Type 1-1 (Available in a pack of 12)
Replacement Horns Type 3-1 (Available in a pack of 12 with 6 Type 3-1 & 6 Type 3-2)
Replacement Horns Type 3-2 (Available in a pack of 12 with 6 Type 3-1 & 6 Type 3-2)
Replacement Horns Type 3-3 (Available in a pack of 12)
They are available through the shop by clicking here or directly from Shapeways by clicking here.
This week’s delivery from Shapeways also contained some other new products which I plan to share with you next week.
Last weekend saw London host the 2015 3D Print Show and as this is something very important to what I am doing I went along to see what new products are coming out and to have good look at the new range of home or desktop 3D printers.
As expected with such a show there were all types of stands from manufactures of 3D printers to suppliers of 3D printing parts and services. They even had a 3D printed food bar!
In particular I was interested in seeing how the desktop 3D printers had improved since I first started getting in involved. I wanted to know how the quality of the finished prints came out and if they could be used succesfully for my 3D models. I had a close look at the big name manufacturers as well as a lot of the new machinery that is coming from startup companies, several of which have been funded by Kickstarter programs. For the most part the desktop machines all work in the same way with plastic filament being heated and laid down by a print head. The limiting factor with this technology used to be the layer thickness, the thicker the layer the more lines are visible on the print. But now as the manufactures have found ways to reduce this thickness, the size of the print head nozzle is becoming more of issue. If you can imagine a very small detail on a part, the quality that is attainable is dependant on the width of the material coming out of the nozzle. Out of all the ‘traditional’ 3D print machines the Ultimaker 2 printers seemed to have the smallest print head nozzles and were giving a nice product but sadly for any of my 3D models the layering effect was still too intrusive.
The next development to the machines that has made a noticeable improvement was a change in the way the motors and drive mechanisms that move the print head worked. Traditionally there is a motor for the X and Y (both horizontal) movements. Each drive a rubber belt which move the print head. The motors are usually very accurate steeping motors which gives the accuracy when moving the print head but there is still ‘wobble’ generated by the movement and the faster the printer is working the more ‘wobble’ you get. The improved machines, as pictured below, still use motors and belts but the system is very different. There are three motors that each move a belt vertically. Attached to each belt is a pair of fixed length rods. The print head sits at the convergence of the three pairs of rods. As each motor adjusts the height of its belt the head moves over the print. If all three motors work together the height is adjusted. This new style of mechanism is clearly smoother than the traditional X and Y system and gave a better finish.
However once again the layering effect was still not good enough to be acceptable for my 3D models.
There was only one 3D desktop printer that I feel comes close the level of quality required for my 3D models and that was the Form 1 built by Formlabs. This machine is totally different to the others. It has a tray that is filled with a plastic liquid. The build plate is lowered into this tray and a laser fires up through the tray and solidifies the parts that you want to the underside of the build plate. As the machine is working the build plate is raised and the model is pulled out of the liquid. Because this system has far less moving parts to add ‘wobble’ into the finished print, in my opinion, it gives the best finish out of all the desktop printers. And I must say for some of my models it would work well.
The one issue all of these printers had in common was the locations of the support material. This is the structure that supports overhanging parts as they can’t be printed in mid-air. These need to be broken off and this always leaves a small mark, similar to an injection mold mark. Both Ultimaker and Formlabs seem to have got this down to a minimum but I could still see on the models they had printed at the show where they needed to be touched up.
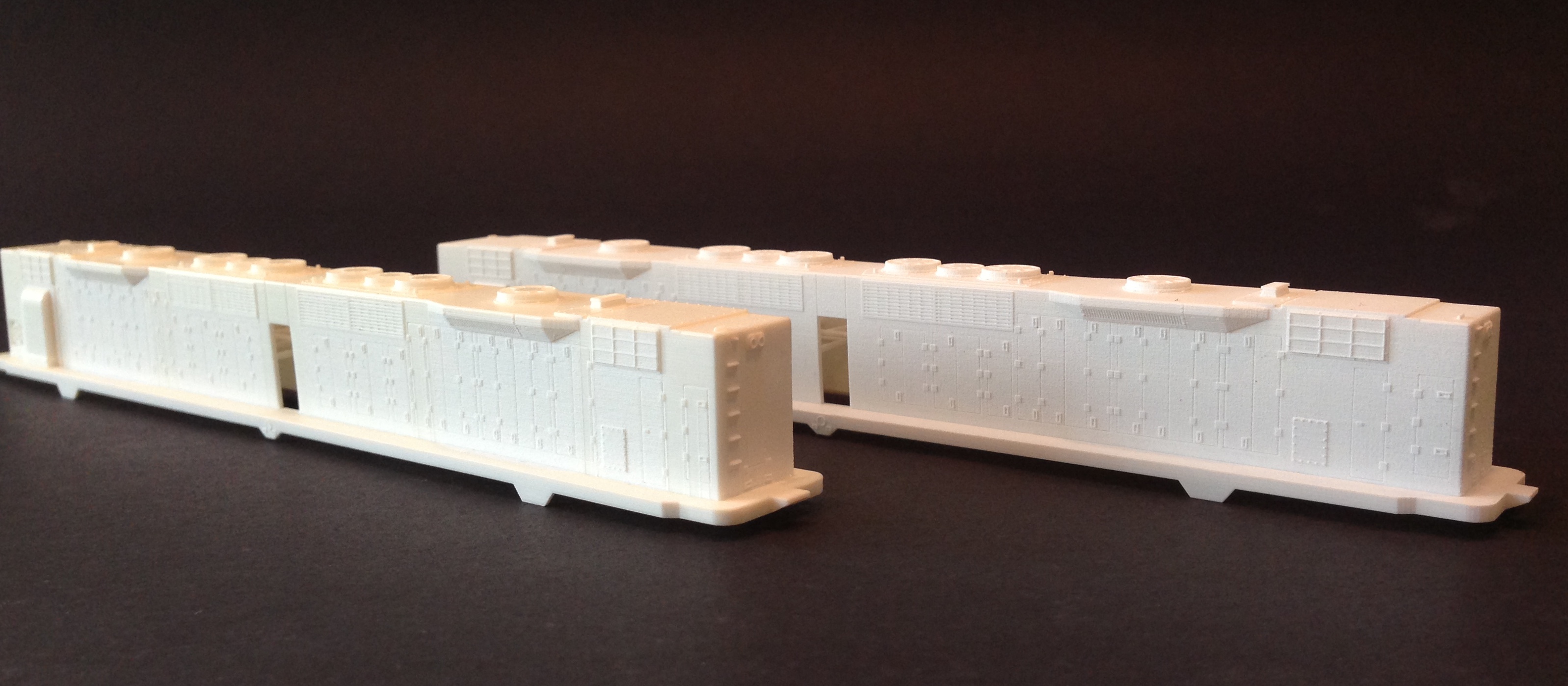
So the question is would one of these replace the need to get my models printed by Shapeways? The answer is not yet. The other issue is, as the technology for the desktop printers has improved, so has the technology for the commercial printers. You may recall from a few weeks ago I posted about Shapeways new material FXD (Frosted Extreme Detail), you can read the post here. I have now had parts and locomotive shells printed in this new material and I am very impressed. Below is a comparison between two N Scale EMD DD35 shells. The one on the left is printed in FUD (Frosted Ultra Detail) and the right in the new FXD, these pictires were all taken by Mike Musick. Normally I reduce the size of image files for my posts but I have left these as large images so if you click on them you can see the detail.
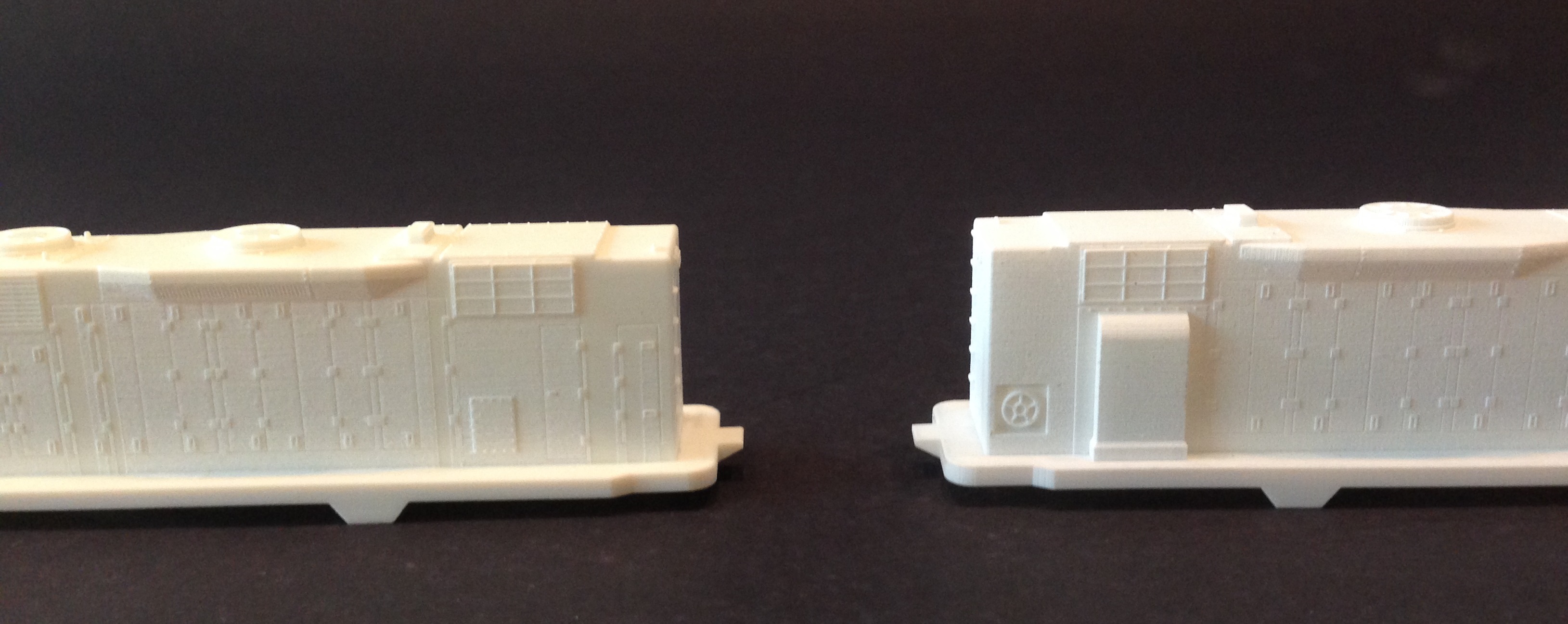
In the photo below you can see the shadow effect under the headlight at the top of the model on the left. This has not happened with the FXD model.
This shell has been improved by the FXD print without altering the design model.
The print process to make both FUD and FXD prints does not leave any support material marks and because of the high level of detail achievable I don’t think desktop printers are ready just yet to be considered as an alternative. This is particularly true for N Scale models, although as a test printer they do the job well, and for chassis and parts that are not always visible the Form 1 would be perfect.
The 3D Print Show also introduced me to some other companies whcih provide services like Shapeways. One is I.Materialise who had an impressive display of printed materials. Their full colour plastics were particularly interesting and I will be looking into what I can do with them later in the year. Another useful 3D print service came from 3DPRINTUK who print in SLS; this is the same as Shapeways’ White Strong & Flexible material and in fact they use the same machines. Their pricing structure is different and for multiple runs of small parts they work out a lot cheaper so I will be making good use of them.
Another product that looks like it will be very useful to anybody with a desktop printer, except the Form 1 style, is the 3D printing mat called Zinomat from 3DSVP. This is a mat which prevents your 3D printed item from getting damaged when it is removed from the build plate, as can sometimes happen. This mat is in two parts; the first fixes itself to your build plate, the other is magnetically fixed to the first. Once the print is complete you simply pull up the magnetic mat, then as it is flexible, it allows you to gently roll the print off the mat.
There was also a section of the show dedicated to software for running 3D printers. 3DPrinterOS allows you to connect your 3D printer to the Cloud which means you can send prints to it from anywhere in the world. They also offer enhanced slicing tools, model fixing tools and better connectivity to improve the way your 3D printer runs.
The 3D Print Show wasvery interesting and highly informative about the current state of home or desktop printers. It has made me consider getting one for home use, although only as a testing device. I will certainly go again next year and maybe by then the technology will have improved so much that I can’t say no.
Getting back to my normal 3D printing activities I currently have a few orders being printed by Shapeways and in my next posts I will be sharing them with you.
The weekend before last I was invited to visit the Mckinley Railway and in this post I will share with some pictures and video of the layout as well as a description of why this layout has been given the title, ‘Britain’s Most High Tech Model Railway’.
The Mckinley railway belongs to David Townend and with the aid of some fellow modeling friends he has built a wonderful model railway that does more than first appears. The railway is a British outline OO Gauge layout set between 1958 and 1972. David has modeled the main line section between London Kings Park Station and Manchester Park Street Station. Along the way the line passes though the stations of Birmingham Broadway and Mckinley Road.
When you first walk into the actual layout room you are greeted with the sight of London Kings Park Station.
This is a terminus station with six stub end passenger lines, a parcels depot, an engine facility and three coach sidings.
Although it is difficult to see, all the lamps in the yard are lit.
The locomotive facility has both steam and diesel servicing facilities and a turntable which is located just to the right of the engine house in the photo below.
The in and out lines leave the station over a steel bridge with the locomotive servicing area behind.
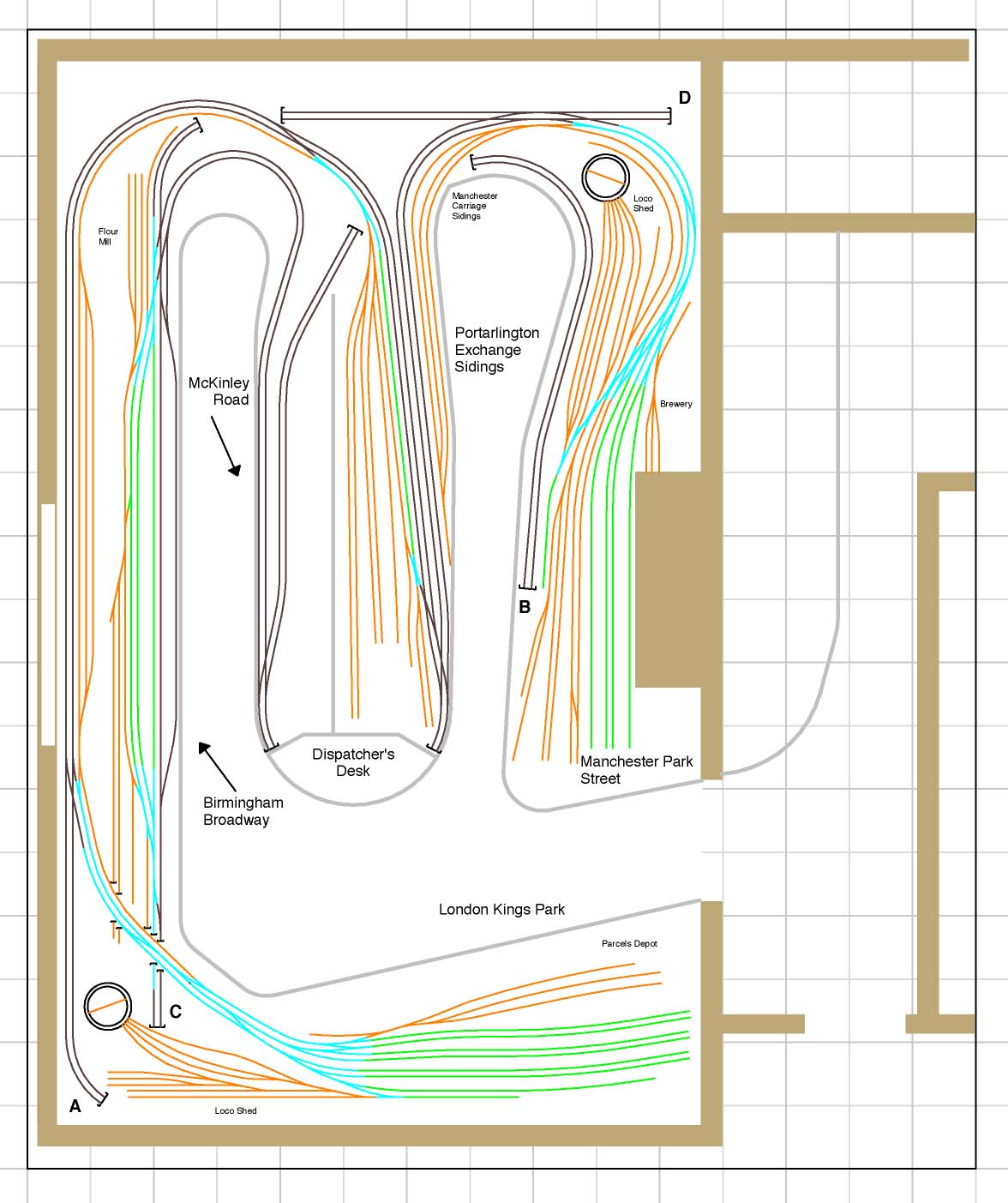
The lines then meet a double track main line which navigates its way through the railway room. Below is a track plan of the layout’s visible sections; if you click on the image it will display bigger.
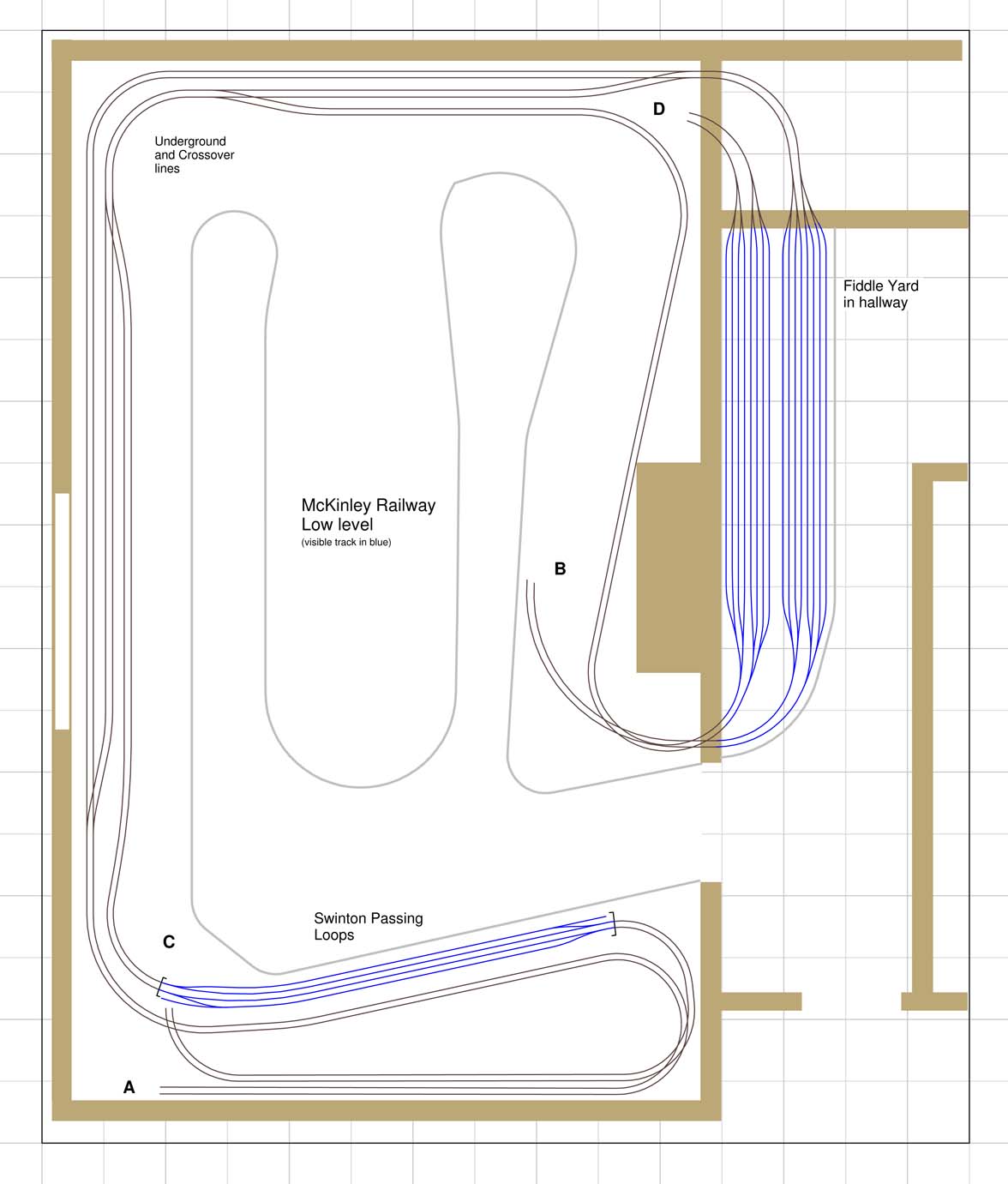
The layout has two double track main line loops folded into the room. The longest is 60m long and the other is 45m. To ensure all this trackage does not make the room over congested there are a lot of hidden track and staging areas which are shown on the plan below. The letters on the plans correspond to the joining sections between the two plans.
The other large station is Manchester Park Street and this is also a large terminus station. As with London Kings Park it has stub end platforms, although only four. There is also three carriage sidings, a large engine facility, freight yard and industrial area.
Behind the lovely station shown above is a busy scene which has been very nicely modeled and I was allowed to take some pictures inside with the building removed.
Because of the larger engine facility and goods yard the throat to the station is complex and the track work is very impressive.
All of David’s track has been weathered and looks very realistic.
At the back of the engine facility is another turntable.
The larger of the two through stations is Birmingham Broadway. The station has four through platforms, a freight yard, flour mill industry and engine facility. This station is situated under the only window in the room and it happened to be a lovely day outside so the light here made it a bit hard for my camera phone to capture the scene in all its glory.
The coaches on the high level are in the coach sidings for London Kings Park Station.
At each end of the station there is a signal box controlling the train movements, even though the back of the this box faces the operators David has detailed and illuminated the interior.
This signal box also controls the access to the engine facility at Birmingham Broadway. The two tracks nearest the signal box are the main line.
Another large area on the layout is Portarlington Exchange Sidings. This is a large freight yard alongside both double main lines which converge before passing under the dispatches desk.
The final main area is the small station of McKinley Road. This is a small country station on one of the double main lines positioned just after the two diverge.
Leaving McKinley Road the double main lines change direction and elevation.
The final part to the layout are the staging areas; as you may have noticed from the track plans above there are several hidden sidings around the layout but the main staging area is in the adjoining room.
Each main line has four staging tracks.
Now you may be thinking that although this is a very nice layout what gives it the title of ‘Britain’s Most High Tech Model Railway’. Well, firstly, this layout is fully DCC controlled which gives it all the advantages that come with DCC such as sound and lights.
Secondly, the layout is computer controlled.David has designed his layout so that it can be operated as a conventional model railway or as a fully functioning busy British main line single-handed. I am sure at some point those of us who have used DCC systems, or DC systems that have more than one controller, have operated two or more trains at once and it was fun untill something went wrong because you were watching one train while the other was busy pushing a 10 coach train into the engine shed!
David wanted to create the feeling of this busy railway but with a controllability that ensured things did what they should do. To achieve this the McKinley Railway’s 650m (2000ft) of track has been split into 90 separate blocks all controlled by occupancy detectors from Digitrax. Each block or section has its own signals which are automated either by the occupation of the block in front, or by the computer.
The 150 points or turnouts on the layout are all powered by Tortoise point motor machines which are connected to Digirtrax DCC stationary decoders. This whole system is connected together via the Digitrax LocoNet system and linked to a PC. David uses software from Freiwald Software called TrainControler. With this system David was able to map out the railway and tell the computer where each of the block sections are and how long they are, where all the points or turnouts are, what trains are on the layout and where they are.
Once the system knows all of this the operator could, say,, run a train from London Kings Park Platform 4 to Manchester Park Road Platform 2 and the system would set all the necessary points and run the train. Then whilst that train was trundling around you could say run a train from Birmingham Platform 4 to Manchester Platform 1 and it would also do it. But as the first train would also be coming up behind the second train on the same tracks, the system works out where and if the trains will meet and will prevent them from colliding. The system also knows what the different trains are and knows the priority of each. So if the train from London was an express and the train from Birmingham was local it would allow the express to pass the local without holding up the express.
When you factor in 100+ different trains in the layout the benefit of this really becomes clear. David has pre-programmed several sets of movements into operating sessions, for example, a typical day in 1964 with all the movements between London, Birmingham and Manchester plus the rest of the UK represented by the staging yard. The computer will work though them all in the correct order, moving trains around the layout, stopping local trains at the small station, moving them aside for a fast express, holding incoming trains at stop signals while others leave through the busy station throats.
When I first heard about this my thoughts were although it is very clever would it be any fun. The answer is yes, because the human interaction element is still 100%. On a typical operating session there are four to six operators each controlling a yard or station. For example at the London Station, every train that comes in needs to be turned around. This involves pulling the coaches back with a shunter to release the locomotive, the locomotive then needs to be sent for service and turned. The parcel vans need to be shunted and sorted. New trains need to be made up from the coach sidings. This is a big operation and can keep one operator busy for ages. Once a train is ready to depart a switch is set that tells the computer that train is ready to go and it can have control over that line. The operator then gets busy with another train while the computer will take the train out to its destination. I had the pleasure of operating London Station, in fact there were two of us, and while we were immersed in the shunting there were trains coming in and out and moving all over the layout which gave the feeling of a busy railway which is just what David wanted.
What amazed me was how smooth everything was, and I don’t just mean the locomotives I was controlling. I have seen trains running before with automated systems and they tended to stop erratically and accelerate to max speed very quickly. In this layout trains pulled out of stations gracefully and glided to a gentle stop.
This was achieved in several ways, firstly every locomotive on the railway has been speed matched and recorded in the software. This means that when David sets the speed on any controller to 20mph the locomotive will do a scale 20mph; that is a great advantage of DCC. Different locomotives have top speeds set depending on what they are; slow for freight, medium or fast for express. The system knows all the distances and the speed performance of the engines so it can work out how to smoothly control the train.
David has also replaced the standard OO coupling with US style Kadee couplings which are much more reliable, and look better. He has also correctly weighted everything to keep trains uniform and ensure they stay on the track. This created a problem in that a lot of the UK motive power commercial available are not good pullers; so David has re-motored most of his stock. Below is a class 47 diesel with an Athearn motor taken from a US diesel. The extra weight of the big fly wheels give the engine the traction and power that it needs. He has also improved the power pickup on his locomotives and lighted rolling stock. Because of the extra weight he has added to the engines he was able to remove the traction tires which improved the power pickup.
All these improvements and modifications help to ensure the railway runs trouble-free.
To help the operators understand what is going on with the layout around the room are large display panels which show the layout in diagram format They include point direction indicators, signal settings indicators and train locations. Each block section has an orange light whcih illuminates when there is a train in the section. The one below shows the hidden tracks.
These panels show the visible main lines.
Below is a video I took of a passenger train leaving London Kings Park Station for Manchester with a stop at Birmingham.
Here is a much better video that was taken by David showing the Midland Pullman doing the same trip. The sounds in the station at the beginning are coming from the DCC sound decoder in the train.
David is in the process of expanding the layout into the next room. The extension will included a large number of storage tracks with lots of trains parked up behind each other. When one is sent out onto the layout the computer will shuffle all the others forward. On the top of the large storage facility will be a new scenic section; David is planing on making this countryside and industries.
You can read more about the McKinley Railway on David’s website here. He also has more videos on his You tube site which you can find here.
My visit to the McKinley Layout was a fantastic experience and I look forward to seeing it develop as the extension is built.
Next weekend I am off to the London 3D print show and will be looking at all the new technology with interest. I will be there on the Friday if anybody would like to meet up. In next week’s post I will tell you what I discover that might be of use to the Model Railroad and Railway world.













 Test fitting them into the original gears was a perfect push fit. Below you can see one fitted into a drive shaft. When it is time to fully assembly the locomotive I will put a small dab of super glue between the parts just to ensure they stay together although friction will do the job.
Test fitting them into the original gears was a perfect push fit. Below you can see one fitted into a drive shaft. When it is time to fully assembly the locomotive I will put a small dab of super glue between the parts just to ensure they stay together although friction will do the job.

 The parts of the trestle that are 3D printed are the main decks or stringers. Below is a 3D rendering of the underside from my computer model. The cross ties you can see are guides to correctly position the top of the trestle bents (legs).
The parts of the trestle that are 3D printed are the main decks or stringers. Below is a 3D rendering of the underside from my computer model. The cross ties you can see are guides to correctly position the top of the trestle bents (legs).







 As with the balsa wood, the WS&F material is very absorbent to paints and stains and sucks up the color. A small amount on a brush when touched to the WS&F will cover a big area and just about seeps through to the other side. As with the bass wood trestle, you can get different hue effects by altering the amount of stain or dye applied. Below are some shots of the stained decks or stringers.
As with the balsa wood, the WS&F material is very absorbent to paints and stains and sucks up the color. A small amount on a brush when touched to the WS&F will cover a big area and just about seeps through to the other side. As with the bass wood trestle, you can get different hue effects by altering the amount of stain or dye applied. Below are some shots of the stained decks or stringers.
 In hindsight, I should have stained the two long trestle sections before I glued them together. The tacky wood glue I used forms a barrier that the stain will not penetrate or cover, so at the joint there are some white spots as you can see below.
In hindsight, I should have stained the two long trestle sections before I glued them together. The tacky wood glue I used forms a barrier that the stain will not penetrate or cover, so at the joint there are some white spots as you can see below.
 However this can easily be covered with brown paint and weathering, so when finished it will not be visible, but this is a good reason for staining all the parts first which I did with all the rest. Construction could then begin. Below are some shots of parts of the smaller trestle in place. It is not finished yet as there are still lost of braces and details to add, but it gives you a good idea of how the 3D printed parts and the balsa work together.
However this can easily be covered with brown paint and weathering, so when finished it will not be visible, but this is a good reason for staining all the parts first which I did with all the rest. Construction could then begin. Below are some shots of parts of the smaller trestle in place. It is not finished yet as there are still lost of braces and details to add, but it gives you a good idea of how the 3D printed parts and the balsa work together.






































 Because of the larger engine facility and goods yard the throat to the station is complex and the track work is very impressive.
Because of the larger engine facility and goods yard the throat to the station is complex and the track work is very impressive.








 At each end of the station there is a signal box controlling the train movements, even though the back of the this box faces the operators David has detailed and illuminated the interior.
At each end of the station there is a signal box controlling the train movements, even though the back of the this box faces the operators David has detailed and illuminated the interior.
 Another large area on the layout is Portarlington Exchange Sidings. This is a large freight yard alongside both double main lines which converge before passing under the dispatches desk.
Another large area on the layout is Portarlington Exchange Sidings. This is a large freight yard alongside both double main lines which converge before passing under the dispatches desk.
 The final main area is the small station of McKinley Road. This is a small country station on one of the double main lines positioned just after the two diverge.
The final main area is the small station of McKinley Road. This is a small country station on one of the double main lines positioned just after the two diverge.

 The final part to the layout are the staging areas; as you may have noticed from the track plans above there are several hidden sidings around the layout but the main staging area is in the adjoining room.
The final part to the layout are the staging areas; as you may have noticed from the track plans above there are several hidden sidings around the layout but the main staging area is in the adjoining room. Each main line has four staging tracks.
Each main line has four staging tracks.



You must be logged in to post a comment.