
This week I have a new product to share with you. As with most of my replacement parts, they’ve been designed and produced because a customer’s model has a broken part that’s no longer available from the manufacturers. And this week’s part is precisely for that reason.
Bachmann’s OO scale class 45 and 46 locomotives that were sold in the blue box and advertised as the new ‘Super Smooth Fly Wheel Gear Drive Motor’ came out in the mid-1990s and are normally very good runners, super smooth as it says on the box. These models have since been superseded by Bachmann so parts are no longer available.

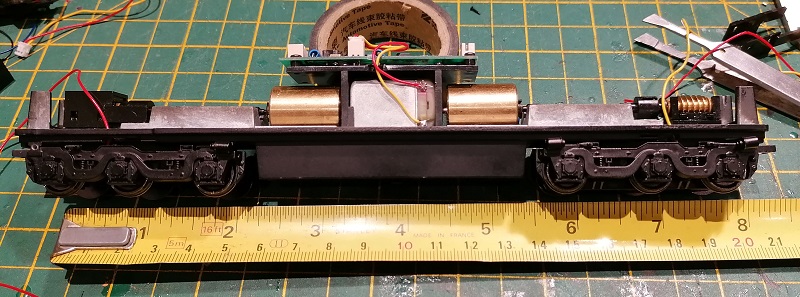
Compared to other manufacturers’ models at the time that often had a single powered bogie at one end, this has a heavy centred motor that powers both bogies via swivelling drive shafts. However, as we’ve seen with several other models such as the Athearn DD35A from a few weeks ago, the plastic parts of these drive shafts can start to break with age. The primary cause of failure is due to the fact that they are press-fitted onto a metal shaft and the continuous outwards force eventually cracks the plastic.
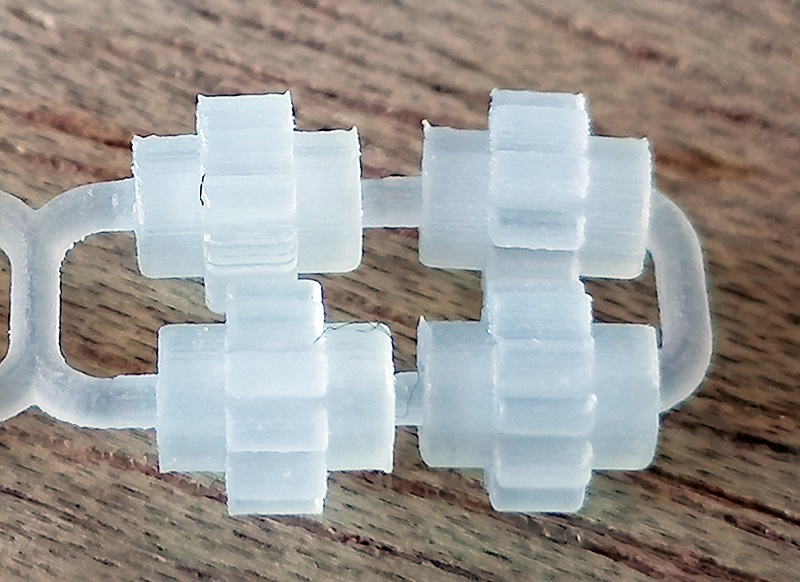
To repair these locomotives I’ve made a kit available containing two complete drive shaft assemblies.

The parts have been printed in Shapeways Smooth Fine Detail material for its hardness and accuracy.
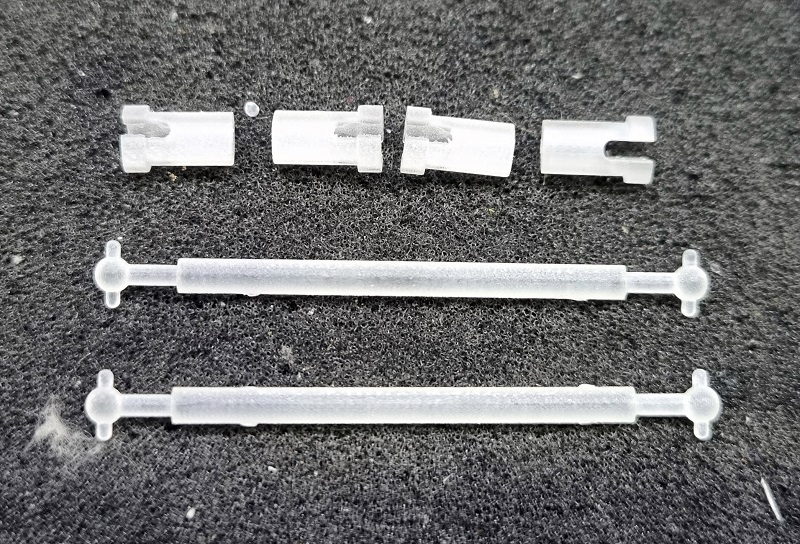
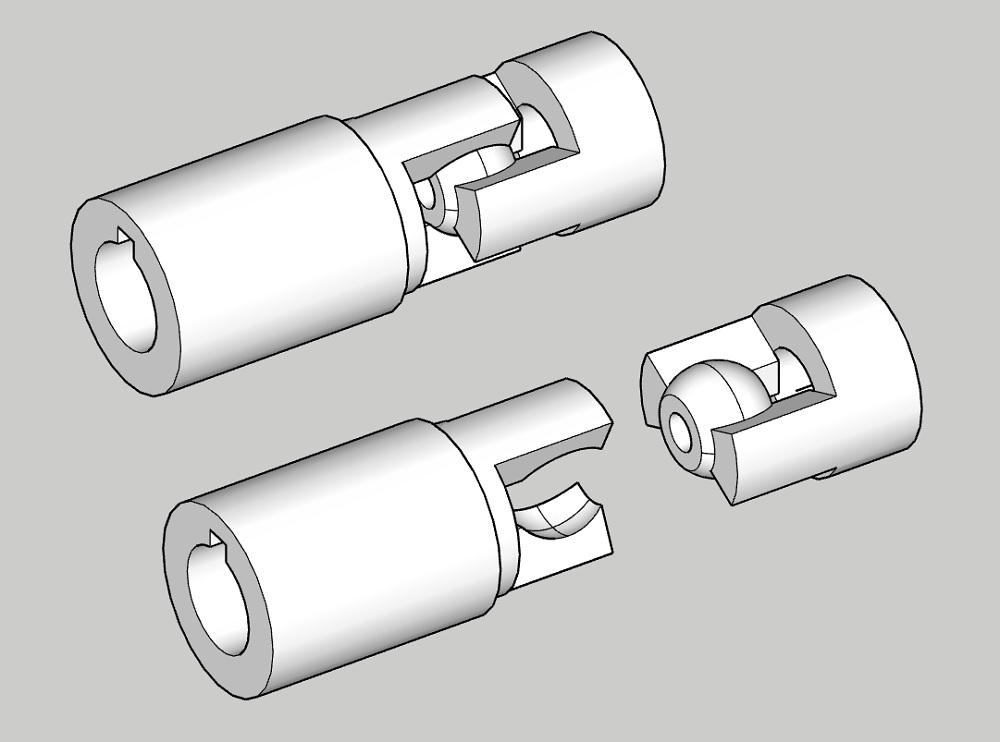
There is a ball joint for each end of the drive shafts which connect to the motor or worm gear spindle.

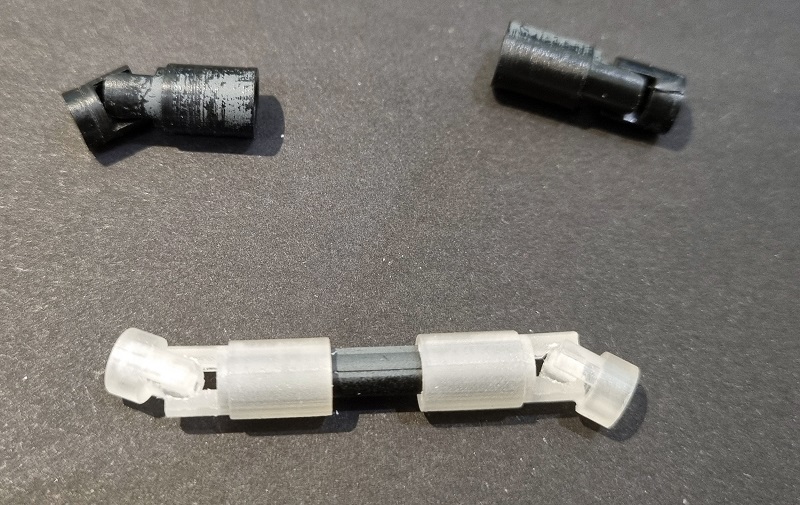
I’ve designed them so they work with the existing parts, therefore you can change just the parts that are damaged or everything.

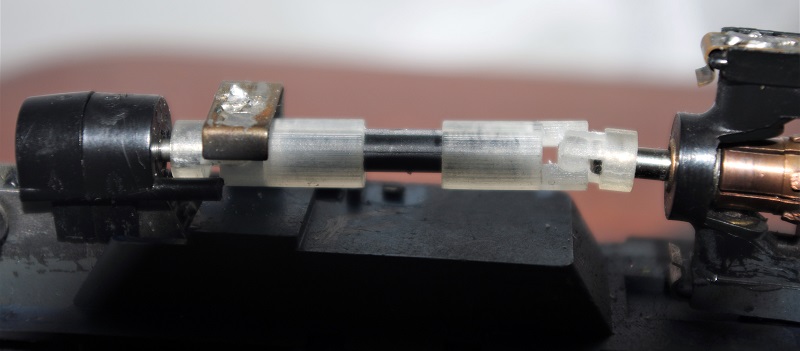
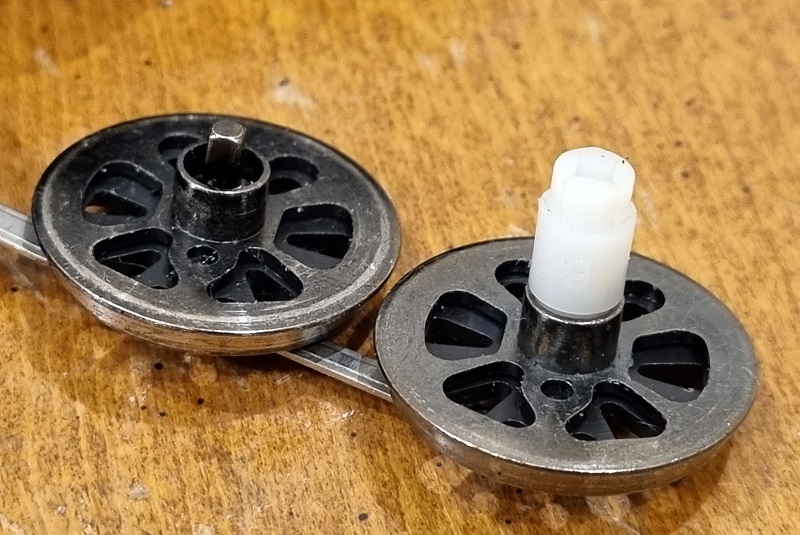
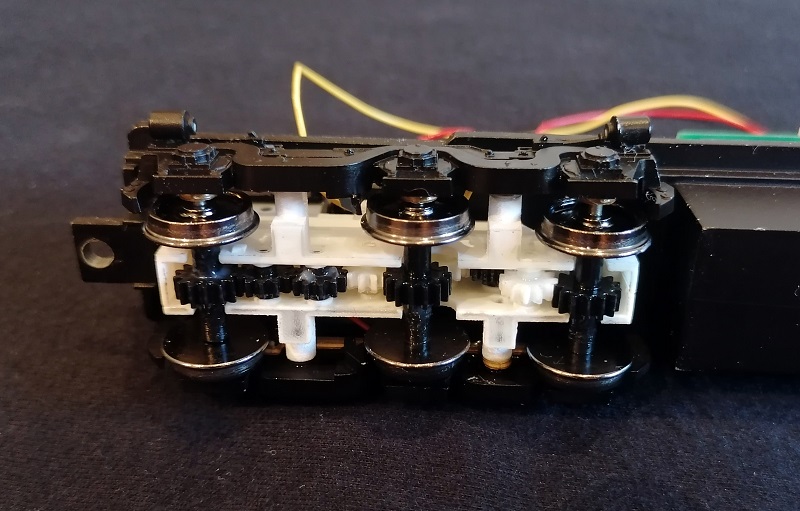
The bogie for this locomotive only has power to the center wheels via the plastic tower gears. The metal worm gear sits in brass bearings on top of the bogie tower.

It’s the ball joint that connects to this spindle that I find breaks in most cases with these locomotives, so I only replaced this part and used the original driveshaft to get this locomotive back on the layout.

If you have a Bachmann Class 45 to 46 with this issue, you can get the drive shaft kit here.
If you’re a regular reader of my blog you may have noticed several gaps in what I had intended to be weekly posts. However, there’s a good reason for this and I’ll be making an exciting announcement in roughly three weeks. Until then it’s back to the drawing board.




























You must be logged in to post a comment.