
Last weeks post was all about my designs for combining 3D printed parts and timber to scratch build a trestle bridge; you can find the post here. The 3D printed parts have now arrived and in this weeks post I will share with you how they came out, and what the are like to work with.
The module I am building is for N Scale and has three trestles bridges although the last two are joined at one end. Below you can see a 3D computer rendering of the proposed module without scenery.
 The parts of the trestle that are 3D printed are the main decks or stringers. Below is a 3D rendering of the underside from my computer model. The cross ties you can see are guides to correctly position the top of the trestle bents (legs).
The parts of the trestle that are 3D printed are the main decks or stringers. Below is a 3D rendering of the underside from my computer model. The cross ties you can see are guides to correctly position the top of the trestle bents (legs).

The parts have been printed by Shapeways in their White Strong & Flexible material and below are some photos of how they look when they arrived.


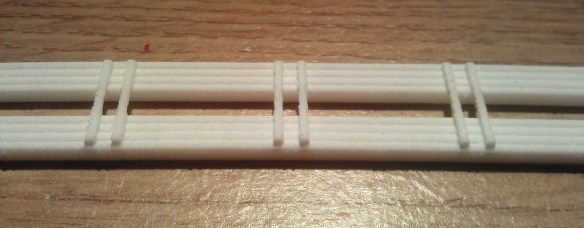
The three photos above show the short trestle stringers from the left hand side of the module. The images below are the three parts that make up the large trestles to the right of the module. The longest span from the front of the module has been split in two to make it easier to print and ship.

As you can see in the image above, none of the sections are straight, so having them 3D printed allowed me to ensure the trestle followed the correct path and landed at the right spot on the other side of the module. As expected, the accuracy of the 3D printed parts was perfect, and when I laid the parts over a scale drawing I had printed out, they were a spot on match.
To join the two ends of the long trestle section together, I designed a finger joint into the middle. Each stringer is made from four timbers. So as you can see in the image below, with the top section, I lengthened the middle pair and shortening the outside pair. This was reversed on the connecting section.

Because I wanted a good tight and strong fit I did not allow any tolerance between the parts intending them to be held in place by friction as well as glue.

In the test fit below you can see they fitted very well. To permanently fix these parts together I used tacky wood glue (white glue) in the joint, push fitted them together on a flat surface and left them overnight.

Although this material has a nice roughness to it which helps it look like timber the shocking bright white color does not. This is very easily resolved and in the same way I colour my timber for the rest of the trestle.
A have done this several times before as I have scratch built timber trestles before, although entirely out of wood, such as the one below. This is part of the James Canyon Trestle on the Golden State Model Railroad Museums’ massive N Scale layout. You can see more shots of it in the gallery here. This trestle is made from bass wood and was stained rather than painted. I used Woodland Scenics‘ Burnt Umber C1222 to stain the timber and black weathering powder at the intersections.

A good supplier of Bass wood is Black Bear Construction who specialize in scale lumber and jigs for making trestles in all scales.
Because the bass wood is stained rather than painted the hue of the colour can easily be varied depending on the amount of stain you use. I also recommend staining all your timber before building the trestle, this is much easier than trying to get a brush into all those tight spaces.
For my new trestles I am using balsa wood. This is not as strong as bass wood but I have a good supply and I was able to cut all the required scale sizes at Model Railway Solutions here in the UK. It was partially because balsa is not as strong as the bass wood that I decided to 3D print the main deck or stringers; at this scale the WS&F material is much stronger than wood. Surprisingly dispite its softness, balsa wood is a hard wood. Hard woods and softwoods are designated from the family of tree not from a hardness test.
Again I used a stain, or in this instance, I used American Walnut wood dye from Colron.
 As with the balsa wood, the WS&F material is very absorbent to paints and stains and sucks up the color. A small amount on a brush when touched to the WS&F will cover a big area and just about seeps through to the other side. As with the bass wood trestle, you can get different hue effects by altering the amount of stain or dye applied. Below are some shots of the stained decks or stringers.
As with the balsa wood, the WS&F material is very absorbent to paints and stains and sucks up the color. A small amount on a brush when touched to the WS&F will cover a big area and just about seeps through to the other side. As with the bass wood trestle, you can get different hue effects by altering the amount of stain or dye applied. Below are some shots of the stained decks or stringers.

 In hindsight, I should have stained the two long trestle sections before I glued them together. The tacky wood glue I used forms a barrier that the stain will not penetrate or cover, so at the joint there are some white spots as you can see below.
In hindsight, I should have stained the two long trestle sections before I glued them together. The tacky wood glue I used forms a barrier that the stain will not penetrate or cover, so at the joint there are some white spots as you can see below.

 However this can easily be covered with brown paint and weathering, so when finished it will not be visible, but this is a good reason for staining all the parts first which I did with all the rest. Construction could then begin. Below are some shots of parts of the smaller trestle in place. It is not finished yet as there are still lost of braces and details to add, but it gives you a good idea of how the 3D printed parts and the balsa work together.
However this can easily be covered with brown paint and weathering, so when finished it will not be visible, but this is a good reason for staining all the parts first which I did with all the rest. Construction could then begin. Below are some shots of parts of the smaller trestle in place. It is not finished yet as there are still lost of braces and details to add, but it gives you a good idea of how the 3D printed parts and the balsa work together.








I now have a lot of bents to make and landscape to form to complete the trestle which will keep me busy, but I will share my progress with you in the coming weeks. This module will be finished for this year’s NMRA (BR) annual convention in Derby later this year and will be part of the Gosport American Model Railroad Group’s layout Solent Summit. Maybe I will see you there.



























 And then below is a rendering showing the main parts in the correct place.
And then below is a rendering showing the main parts in the correct place.







You must be logged in to post a comment.