
This week I’m covering the next part of my step-by-step build of a set of N Scale A-B-A ready-to-run Alco C-855 locomotives, which are almost finished. You can find part one of the build here. This step is all about adding the headlights.
These models are going to be DCC, but the same installation will work with DC as well. The C-855 has a pair of headlights above the cab windows centered in the roof as you can see in the image below. These lights are very small and although you can get surface mount LED of a similar size its hard to get them to look as rounded as this, or rather as the real thing.

To achieve this effect I have designed the two lamp holes to be printed into the 3D shell but the holes only go halfway into the roof. For the other half I have designed a larger hole which can only be seen from inside the cab. In the image below of the upside down shell you can see the larger hole above, or rather below, the windows. This image was taken before I fitted the windows.

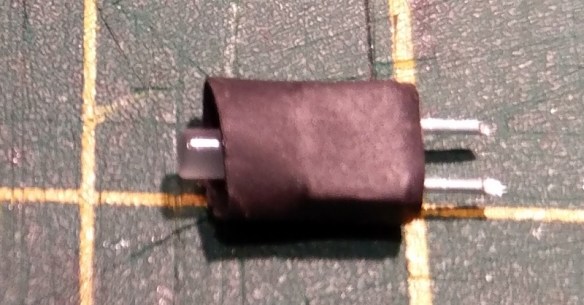
The hole is designed to accept a ‘2mm Lighthouse Warm White LED’ as shown below. I use these for several reasons. They’re fairly cheep, the spindle part or lighthouse section is small but the rest of the LED is not too small to easily work with. The warm white light is much closer to the original than the stark white of standard LEDs and the lighthouse design can be used to make a beam of light rather than just an all round glow.
It is important to note that LEDs unlike bulbs only work when the positive and negative wires are connected in the right way. LED stands for Light Emitting Diode. A diode, light emitting or not, only allows DC power to pass through it in one direction. So if the wires are connected the wrong way around, it simply won’t light up.

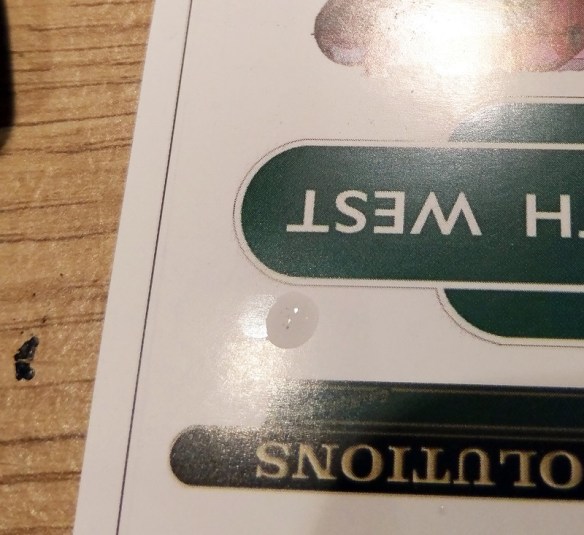
There are three ways to tell which is the positive terminal on a lighthouse LED. Firstly, you can see above that one metal leg is longer than the other. This is the positive leg. Secondly, looking inside the LED as shown in close up below you can see the split between the two internal parts. The smaller of the two, shown at the top, is the positive side.

And thirdly, if you have your power source handy such as a 9V battery or 12v DC controller you can touch the LED contacts to the wires and it will light up when connected the right way round. NOTE: a resistor must be used when doing this otherwise the LED will most likely burn out. This is because the LED will only be able to handle a low amount of amperage and with out a resistor to limit the current the LED, will draw all the amperage the power source has available. The resistor can be on either the positive or negative side, as long as the power passes through it. I will show you how I place mine shortly.
Because the LED omits light from all sides it’s important to ensure we only get light where we want it. If you have one of the older Con Cor Gas Turbines, which chassis we are using for this build, you may remember that when the headlight is on, the whole cab illuminates. What doesn’t help is the FUD or rather ‘Fine Detail Plastic’ material Shapeways use is porous to light. However these shells have been primed and painted which gives a good block to the light showing through but just to make sure I always paint the inside of the cabs with a matt black.

I doesn’t have to be a pretty job, but I like it to be thick. I also make sure I get some in the hole where the LED fits, this bit doesn’t want to be too thick otherwise the LED won’t fit. I used to paint the LED with the exception of the top of the lighthouse to prevent unwanted light but I now have a better method I will share with you in a minute.
The legs on the LED need to be cut down so the LED fits into the cab roof area. Make sure you leave enough to solder wires to. At this point the first way of identifying the positive side of the LED is no longer possible, unless you cut one longer than the other.

The LED wont go all the way into the hole because half way in the big hole becomes the two smaller headlight holes.

 To stop the light filling the cab I now wrap the LED in heat shrink. I use a tube which is roughly the same size as the box part of the LED and cut it so it will cover everything except the tip of the LED that goes into the hole. If this part has heat shrink on it will not fit into the hole.
To stop the light filling the cab I now wrap the LED in heat shrink. I use a tube which is roughly the same size as the box part of the LED and cut it so it will cover everything except the tip of the LED that goes into the hole. If this part has heat shrink on it will not fit into the hole.

The box is actual bigger than it looks and the heat shrink tube is a tight fit but with some effort can be forced over the LED.
Then using my soldering iron I can shrink the tube around the LED.

The only part of the LED which can’t be covered like this is the rear of the box between the wires. So I simply paint that with black matt paint. A pair of tweezers are an easy way to hold the LED while painting as they naturally clamp it.

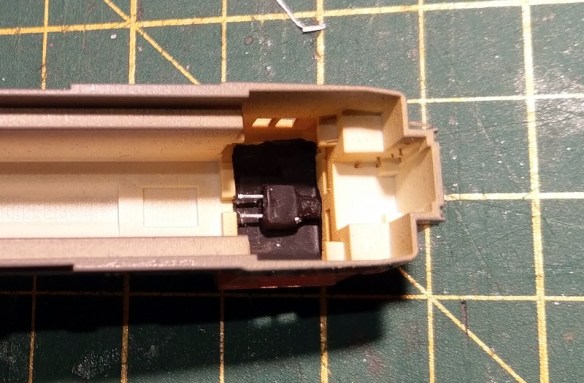
Once the paint is dry, 15 minutes with the acrylic paint I use, the LED can be test fitted. Ideally the heat shrink should go all the way to the edge of the hole to prevent any light showing through.
For the resistor I have used a small 1k ohm. Being only a 4mm long it will be easy to fit into the space in the top of the chassis. I cover the electrical connections to prevent them from touching the chassis with another piece of heat shrink.

I have soldered the white wire from the decoder to the resistor, the white wire is the front light negative. The blue is the common positive.

The heat shrink is then pushed over the resistor, shrunk on with the soldering iron and it’s all tucked into the space in front of the decoder.

The wires can then be soldered to the LED. Don’t forget to check which is the positive connection first. I also used two small pieces of heat shrink to cover the joints.

With all the connections made and covered, I did quick test on the power to make sure everything worked.
 Because the shell may need to be removed for maintenance at a latter date I don’t glue the LED into the cab roof. I use a bit of black tack to hold it in place. This should hold it firm but it can be peeled off at any point. Black Tack is a high strength adhesive putty designed for photographers. I find it fantastic at holding decoders and other bits in place.
Because the shell may need to be removed for maintenance at a latter date I don’t glue the LED into the cab roof. I use a bit of black tack to hold it in place. This should hold it firm but it can be peeled off at any point. Black Tack is a high strength adhesive putty designed for photographers. I find it fantastic at holding decoders and other bits in place.
The head lights are now ready for the proper test and as you can see they look really good.


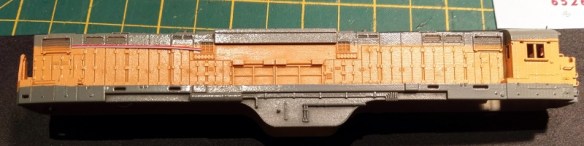
If your running on DC then you still need to use the resistor. The wires coming from the LED, via the resistor, simply need to be connected to the chassis power points. One to the left hand side and one to the right. In the image below, taken from part 5 about fitting DCC decoders, you can see the two contact point which will also be used to connect the motor to.

Because the LED will only light up when power is applied in the correct direction the LED should only light up when the chassis is running forwards, on DC power. If it lights up when running backwards the wires need to be reversed.
These models have not been designed with a rear headlight, mainly because I intended mine to run as an A-B-A set. Therefore the C-855B has no lighting.
As this post turned out to be a bit longer than anticipated, I will leave the detail parts such as the fuel tank and etched details, for next week’s post.










































 The gray wire is the bottom motor feed and runs outside the chassis and is soldered onto the bottom motor tab.
The gray wire is the bottom motor feed and runs outside the chassis and is soldered onto the bottom motor tab.




 The square part simply presses into the square hole.
The square part simply presses into the square hole.



















You must be logged in to post a comment.